产品概述:
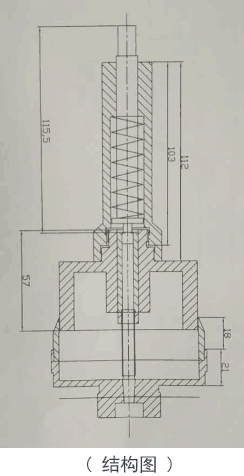
普天同创生产精细分度值和高分辨力型微分头(螺旋测微器),不锈钢材质,硬质合金测量面,纯机械式器件。该微分头由滑动量杆、量杆套筒、读数内筒、读数外筒及高精密螺纹付组成,依据螺旋放大的原理制成的,即螺杆在螺母中旋转一周,螺杆便沿着旋转轴线方向前进或后退一个螺距的距离。
指标参数:
测量范围0~25㎜(最大量程25㎜)
游标分度 0.0002㎜
旋转外筒分度 0.002㎜
位移变化读数:
L=(a+0.001b+0.0001c)-(a0+0.001b0+0.001c0)
a—内筒毫米刻线读数
b—外筒刻线读数
c—游标刻线读数
a0 b0 c0 为相应位移变化前读数
微分测头读数内筒轴向刻度 0.5㎜/格
微分测头读数内筒游标刻度 0.0002㎜/格
微分测头读数外筒园周刻度 0.002㎜/格
分度值 0.0002㎜
精度 ±0.5μm
轴套外径及测量面可满足用户要求定制
(注:可定制各类非标微分头)
操作使用:
测量时,在测微螺杆快靠近被测物体时应停止使用旋钮,而改用微调旋钮,避免产生过大的压力,既可使测量结果精确,又能保护螺旋测微器。
在读数时,要注意固定刻度尺上表示半毫米的刻线是否已经露出。
读数时,千分位有一位估读数字,不能随便扔掉,即使固定刻度的零点正好与可动刻度的某一刻度线对齐,千分位上也应读取为“0”。
当小砧和测微螺杆并拢时,可动刻度的零点与固定刻度的零点不相重合,将出现零误差,应加以修正,即在最后测长度的读数上去掉零误差的数值。
禁旋转出最大量程。
维护与保养:
测量前检查零位线是否准确
测量前需将工件的被测量面擦拭干净;
测量前将测量杆和砧座擦干净;
拧活动套筒时需用棘轮装置;
不要拧松后盖,以免造成零位线改变;
不要在固定套筒和活动套筒间加入普通机油;
用后擦净上油,放入专用盒,置于干燥处存放。
测量范围0~25㎜(最大量程25㎜)
游标分度 0.0002㎜
旋转外筒分度 0.002㎜
位移变化读数:
L=(a+0.001b+0.0001c)-(a0+0.001b0+0.001c0)
a—内筒毫米刻线读数
b—外筒刻线读数
c—游标刻线读数
a0 b0 c0 为相应位移变化前读数
微分测头读数内筒轴向刻度 0.5㎜/格
微分测头读数内筒游标刻度 0.0002㎜/格
微分测头读数外筒园周刻度 0.002㎜/格
分度值 0.0002㎜
精度 ±0.5μm
轴套外径及测量面可满足用户要求定制
(注:可定制各类非标微分头)